 |
 |
News  General General
XRAY Column #20 - Statistics, Expenses Sheets, Production Analysis, Calculations⦠|
|
 |
| |
|
(click to enlarge) |
|
|

|
|
| Statistics, Expenses Sheets, Production Analysis, Calculations⦠oh and RC-related Stuff, Too. |
|
The first three months of this year were very busy with racing and development, and in the couple of my last columns I guided you through these hectic months. With such a full schedule loaded with races, test sessions and production tests, I have had no time at all to look at any of our latest internal affairs. April and May were both âśeasierâť months with only two large events on schedule â“ the XRAY Off-road Nordic Challenge and the Euros Off-road Warm-up race â“ where I participated to continue the long-term tests and development of the XB808. Meanwhile I have used all my free time during these months to concentrate my time to look after the latest internal developments happening at XRAY.
With a pile of paperwork on my table I was going to be super busy with all the the bureaucratic âśmust doâť work. I love to work on new products, new projects, solve problems in development and be on the tracks testing, but the responsibility of a company owner is also to look at the health of the company, guide management teams, and solve hundreds of small problems and issues.
Being the European manufacturer who produces all items in-house, the current worldwide economical situation is not really easy and the whole situation brings me a lot of worries. Over the last several years we have kept our export prices the same despite the expenses for labor, energy, material, services have been increasing constantly above the standard inflation rate. The Slovak economy has been exceptionally strong over the last few years and when for 1 Euro we received a few years ago over 40 Slovak crowns, today it is only 30 Slovak crowns; and for 1 USD we received a few years ago over 42 Slovak crowns, today it is only 19 Slovak crowns. If you do the math, you will fully understand my concern and the tough situation we have to face. Over the years we kept the same export prices while at the very end transferring the Euros or USD back to Slovak crowns we receive up to 50% less than we used to get a few short years ago for the same product. |
|

(click to enlarge) |
|
|
|
You would wonder how it is possible then to survive or if the margins have been so huge? The fact is that we were very lucky to have made the extremely difficult decision that we did several years ago â“ to build a completely new large facility and invest into new high production capacity modern machines and new technologies. Only thanks to using these new technologies were we able to cut production times, produce the products more effectively, and eliminate the out-sourcing on some of the processes. Of course it will still take many years to pay back the investment, but looking at the current economical situation I know that without investing into these new technologies we would not be price competitive at all compared to Asian products.
Just considering the fact that we have kept the same export prices for several years, we have been the âśvictimâť of the low USD currency when several years ago the 1 Euro was at around 1 USD exchange rate while today 1 Euro costs 1.6USD. Now imagine that the new XB808 sells for 30% less than the first XB8 back several years ago but due to the low USD currency the XB808 is in USA actually more expensive than the first XB8 several years ago. And I am not even trying to think how much we actually receive after transferring the currency in Slovak crowns. As such, being a European manufacturer exporting in Euros in a market where you have to face products which are almost all coming from Asia being sold for currently low-valued USD currency⦠it is really a tough situation. |
|

(click to enlarge) |
|
|
|
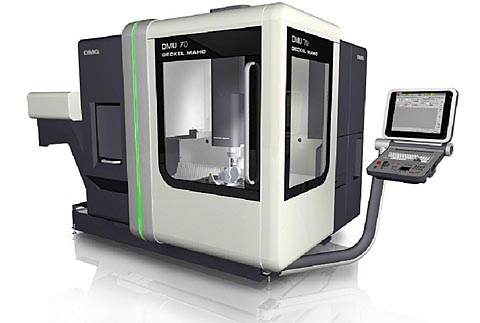
| The only possibility to battle these challenges is to constantly improve the production effectiveness because the quality for which XRAY is well known cannot be decreased neither to exchange the high quality materials for cheap lower quality materials. The only way to produce the products more economically is to use new, faster, and more precise and effective technologies. This does not only mean new CNC machines but also more effective programming, better production tools, better work and workflow organization, reducing production steps which do not add value to the product, eliminate idle times, etc. Several years ago, our bottleneck in production was the CNC cutting department which we have lately equipped with all-new high-capacity German and Italian cutting machines. We have exchanged all our old fashioned cutting machines for these new ultra-modern, super-precise and high-capacity production machines which feature up to 8 or even 11 production axes and have two separate spindles which allowed us to reduce production times significantly on all parts which require cutting. Not only were the production times cut down with these new ultra-modern machines, but also all the managing time around the machines has been decreased as the machines have high-capacity material loaders, they have holders for many more tools than older machines, and they feature new technologies which help the operation staff spend less time around the machine (such as automatic systems for checking production tool wear, special measuring sensing heads, etc.). Of course not to mention that all these new technologies are connected to our intranet network where the R&D team sends all the production programs from their computers through the network directly into the machines. |
|
(click to enlarge) |
|
|
|
A few years ago our calculations showed that we should easily cover the production with these new technologies. However, recently after we have added several new product lines to our portfolio the cutting department was once again the bottleneck in production. So what I did not expect to happen a few years ago was a reality again and we had to buy another 3 new cutting machines to expand the department. These new machines came in a few months ago and were quickly installed and are in production, eliminating the bottleneck.
As it is common in every life, business and situation, when you solve one problem another one pops up. Going through the analysis, production times and expense sheets, I was not really surprised as I had already expected that we would again be facing shortages and another bottleneck, but this time in the milling department. The milling department works very well and there are minimal idle times, capacity usage was maximized, and the quality of the products coming from the machines is really very good. But looking at production times (converted into product expenses) and the history of time development I was not too happy and knew that under the current worldwide economical situation that it was time for a radical change. |
|

(click to enlarge) |
|
|
|
The first step to any new project is to do a very deep analysis of the current situation, define the problems, set the goals, and look for solutions. Our analysis of the milling department took a longer time, but we needed to provide complete information to the suppliers to let them design the best solution for us. The goals we were looking for were easily identified:
⢠decrease production times
⢠increase the movement speed of supports and workbench
⢠increase spindle head movement
⢠increase RPM of production tools
⢠shorten the time for production tool exchange
⢠increase tool holder magazine capacity
⢠decrease finished product exchange
⢠stronger machine construction
⢠single software to keep continuity
⢠maintain connection to the intranet network
⢠automatic sensing heads for tool wear checking
⢠automatic sensing heads for product measuring
Meanwhile we had several German, Swiss, Italian and Czech manufacturers working on their offers which we have made tests on the very special 5-axis robust milling machine which we installed two years ago specially for mould production, but since the machine has been constantly busy and overloaded with production for moulds we could not test this ultra-modern machine for our standard production. We made a difficult decision and temporary stopped the production of the moulds, we prepared several standard products for production⦠including the aluminum bulkheads for electric touring car, alu steering blocks for touring and the off-road buggy, new aluminum caster blocks for the 808, chassis and several other less or more complicated products which represent typical production on milling machines.
The tests were very successful with plenty of data that has been now closely analyzed. However it was already a well-known fact before doing the tests that production times would have to be considerably lower due to the given specs of the machine, but we needed real data to make the studies. I am more than less convinced that the milling machines we would have to get will be of this type and construction. They are very robust German milling machines that have all the latest high-capacity production features. The RPM of the spindle will increase from 8000 RPM to 14000RPM or for some specific machines up to 24000 RPM. The movement of the workbench will increase from 15-20 meter per minute to 40 meters per minute. These high-capacity production machines have tool holder magazines for up to 60 tools comparing to the current 12-20 tool holders of the current machines; this will greatly minimize the time for tool exchange. The tool exchange arm is super fast as well and instead of 6 seconds needed for tool exchange, it can do it in 1.6 seconds. The important advantage of these new machines is that they have a special palette system which allows the finished products to exchange for the semi product externally on a palette while the machine keeps running and producing on the other palette without the machine ever stopping. This significantly reduces production times. |
|

(click to enlarge) |
|
|
|
One of the most important productivity and efficiency improvements is the use of 5-axis milling machines instead of the traditional 3â“axis machines. Milling in 5 axes means that on one mounting of the material the machine mills all shapes and sizes of a product without needing to change the position of the semi product, again translating into significant time reduction.
All of activities I have mentioned are just a fragment of the issues, challenges and activities we have been facing daily in the production of our product line. As a producer and a true manufacturer you have to face so many issues and problems that companies which just buy OEM have no idea about. There are so many challenges we need to solve immediately that sometimes I am thinking if it would not be easier just to focus on design and simply have all products manufactured in Asia like the others. But then we would lose our competitive advantage of being absolutely flexible in production and keep control of the quality, so we could forget about the typical XRAY quality of the products; we could forget about aluminum parts being machined from ultra-durable Swiss 7075 T6 or the steel parts machined from ultimate Hudy Spring Steel™; we could forget about premium quality hardcoating which is now an XRAY standard. On the other hand we would not need to spend the resources on new machines and technologies; we could easily use all those resources to fund drivers or extra advertisements in magazines or on the tracks and just simply order, buy and pay OEM products from companies that produce for other competitors. But then I would lose my face, my passion and heart for perfection and XRAY would cease to offer what it has always has - premium European quality, style and design, a unique luxury brand that provides only the best quality products. So my production team and I have been living the daily challenge to keep up on-going quality in production, while constantly seeking new and more effective and economical methods of production. As such it is no wonder that statistics, expenses sheets, production analysis and calculations are just other documents I have to work on regularly on besides working on new model cars or other RC products. Just another day at XRAY, a true R/C car manufacturer. |
|
|
Enjoy the ride and â�til the next time.
Dipl. Eng. Juraj Hudy
Chief designer XRAY |
|
|
|
|











